process flow
B&S Produce Grain Processing Flow Chart
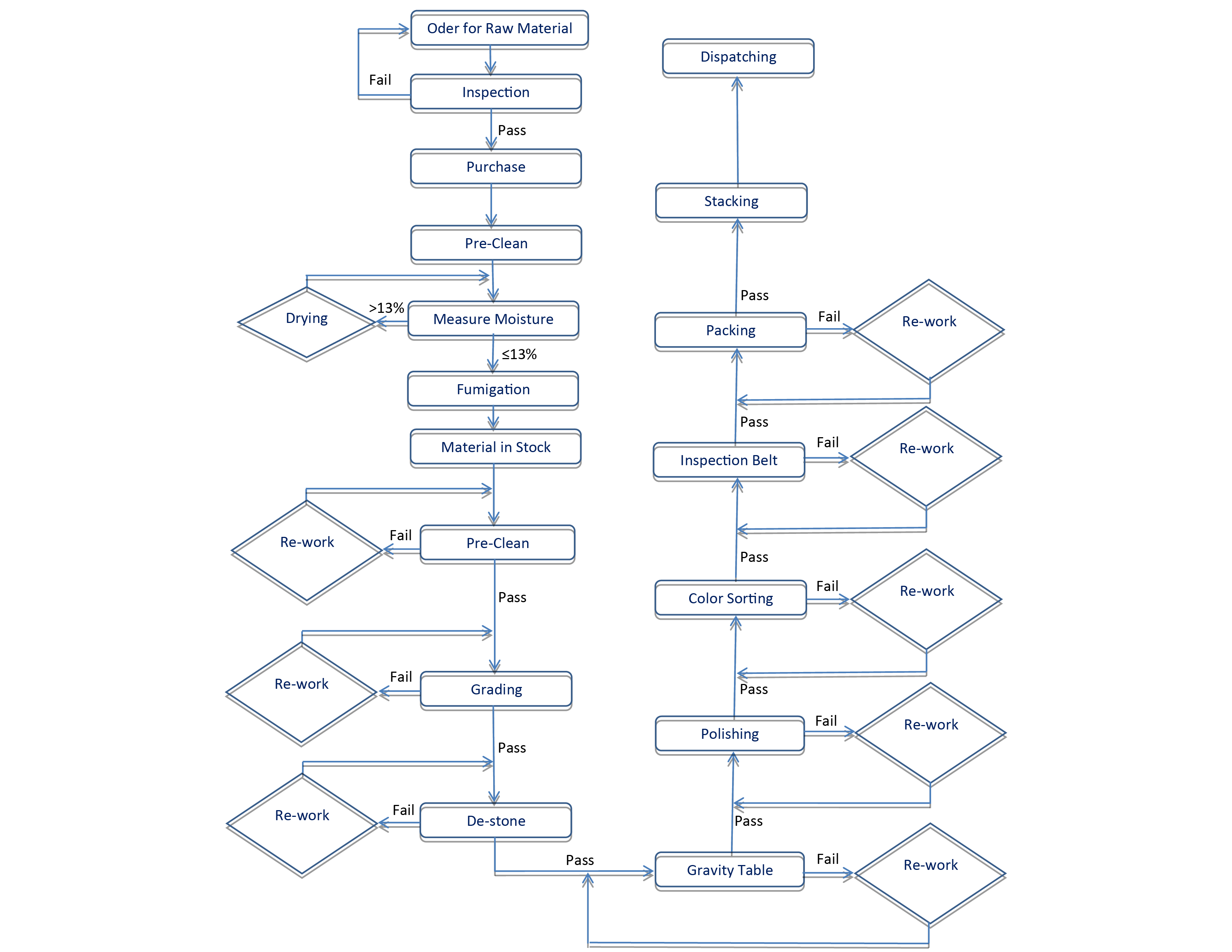





Process Description
Purchasing is either done at the company premises or at village stores/whole sellers and farmers. This is the principle stage of quality assurance. During this process, a thorough inspection is done looking at; grain moisture content, grain size/grade, reject percentage, insect damage, foreign matter, grain physical appearance and scent. Material below our set standards will be rejected at this stage. Records at this stage are kept for future reference and tracing.
Fumigation involves the application of formulations which release phosphine and which fill the area around the grain stack with a toxic gas. Raw material is put in various stack lots in the quantities of 5 tone per lot. Tablets/pellets of Aluminium phosphide are used at a concentration of 3grams/ton, enclosed in envelopes (for easy handling) which are put in different areas around the stack and covered completely by use of a tarpaulin for a period of 120 hours.
It is important to understand that the grain is not fumigated, but the space around the grain. Due to this fact there will be no phosphine residue on the grain.
All the raw material purchased above 13% moisture content (but within allowable limits) will be subjected to drying either by use of solar or convectional dryer, using intelligent drying technology and adjusting the drying temperature and time automatically to meet the requirements of different moisture grains.Low temperature drying makes the grains having uniform heat, low crackle ratio and high germination rate. Our dryer is very suitable for drying seeds as well and the grain particles are full after drying giving us grains with high quality.
Here we use a two piece machine that has combined both the pre-cleaner and the Grading machine. It is used for rapid cleaning of impurities like dust or stone particles and other unnecessary substances present in grains. This grain cleaning system contains steel plate made sieve with customized mesh pattern allowing it to work on a variety of produce. Special design of its counter vanes promotes accurate cleaning of grains. Its aspiration outlet is used for separation and removal of light impurities and dust. After the pre-cleaning wing, the material is elevated to the grading wing where it is separated in regard to material size into five different sizes.
The Grain De-stoner Machine works based on the difference in grain specific gravity, grain size, shape, and surface state
Under operational conditions, the working table is covered with a woven wire mesh bed, through which air flows from below. Heavy impurities such as stones are not lifted by the air cushion and stay on the mesh bed. The vibratory motion of the table causes the heavy impurities (stones or sand) transported to the beginning of the regulating plate at far end of the machine. The stone removal rate is up to 98%. That’s how we get our material free from sand or stones
We use a Gravity separator machine to separate any type of dry bulk particles that are similar in size and shape but differ in weight.
At this stage, separation works on a fluidized bed principle. Material is fed on oscillating sieve deck. By the pressure of air & deck oscillation, the material is fluidized and stratified. Heavy fraction sinks into the deck while light fraction suspends in a fluidized state. Deck oscillates causing heavy and light fraction travel in separate paths and collected separately. It can efficiently remove partially eaten, immature, insect damaged sick grain from the rest of the material, to achieve high grading quality of grains’ gravity, hence having a sound product.
This contains a polishing material which is canvas attached to a roller in a spiral manner. When the roller is rotating, it rubs the material between the canvas and the screen, scrubbing off all the dirty from the grains and crashing all other week material like soil, letting it out by the use of the aspirator attached to its base. At the end of the machine, super clean material can be observed with a shiny surface.
Differences in color are inevitable in all the material that’s purchased and these colors cannot be eliminated at any of the above processes. but only by use of a color sorter or hand picking
The grain pile comes into the hopper, from there it goes into the vibrating feeder. The vibratory feeders spread and leveled the grain to a single-layer flow.
Two video cameras are installed at the two sides of the control area. The single-stream from grain is scanned by the cameras. The data of the video cameras are used in the arithmetic unit and are analyzed in real time. From the results of image analysis of the signals, an air flow pulse is generated by opening the valves at the moment on the fly by the detected particle. The compressed air pulses with a pressure of (0.4-0.6 MPa), which is generated only for the duration of a few milliseconds, blowing the grain into the corresponding receiver module, giving us material of uniform color with a reject percentage less than 1%.
The belt is 6m long with an adjustable speed. At this stage, visual inspection is done and the left percentage of other colors (<1%) and broken grains are picked out by use of human hands aiming at zero defect.
Packing is done in our branded packages in quantities and packaging as specified by the client, with the use of an automated weighing scale and sewing machine. After packing, finished material is put to stack to a maximum of 5 tones per stack lot, separated by 1m from each adjuscent and wall. Stacks are then completely covered and fumigation is done for a period of 6 days